Oxicorte: quando faz mais sentido para chapas grossasElite Soldas e Robótica – Robos de Corte e Solda, Mesas CNC
Você sabe o que é oxicorte, mas já parou para entender por que ele faz mais sentido em alguns trabalhos do que em outros?
Cada tecnologia de corte tem o terreno onde performa melhor. O laser entrega precisão e velocidade em chapas finas. O plasma cobre uma faixa ampla de espessuras com versatilidade de material. E o oxicorte resolve o que nenhuma das duas consegue com o mesmo custo operacional: chapas muito grossas de aço carbono, onde a espessura vai além dos limites práticos dos outros processos.
O que muita gente ainda não parou para entender é o mecanismo que faz o oxicorte funcionar tão bem em espessuras extremas. Essa clareza é o que separa uma decisão de compra acertada de um equipamento subutilizado ou mal dimensionado para a demanda real da operação.
Este artigo vai direto ao ponto: como o oxicorte funciona quimicamente e o que essa mecânica significa na prática, em termos de espessura, custo operacional e tipo de material.
A reação química que explica o desempenho em espessuras extremas
O plasma funde o metal. O oxicorte não. Essa é a diferença fundamental que explica tudo que vem a seguir.
No corte a plasma, um arco elétrico de altíssima temperatura ioniza o gás e funde o material ao longo da kerf. O processo entrega excelente performance em uma ampla faixa de espessuras, sendo especialmente eficiente em chapas médias. À medida que a espessura aumenta muito, a relação entre custo operacional e velocidade de corte começa a favorecer outros processos.
O oxicorte usa um princípio diferente. A chama de pré-aquecimento, produzida pela mistura de oxigênio com gás combustível, eleva o aço carbono até cerca de 900 graus. Nessa temperatura, o ferro fica suscetível a uma reação de oxidação rápida. Um jato de oxigênio puro é então direcionado sobre aquela região e o que acontece é essencialmente uma combustão controlada do próprio metal.
aço carbono até cerca de 900 graus. Nessa temperatura, o ferro fica suscetível a uma reação de oxidação rápida. Um jato de oxigênio puro é então direcionado sobre aquela região e o que acontece é essencialmente uma combustão controlada do próprio metal.
O ferro reage com o oxigênio, forma óxido de ferro líquido e essa reação libera calor suficiente para alimentar a si mesma conforme avança pelo material. O jato de oxigênio expulsa o óxido fundido e abre a kerf.
Isso muda completamente a equação de espessura. Em chapas grossas de aço carbono, o oxicorte não perde eficiência da mesma forma que o plasma porque não depende de um arco externo para fornecer todo o calor. A reação é autossustentada.
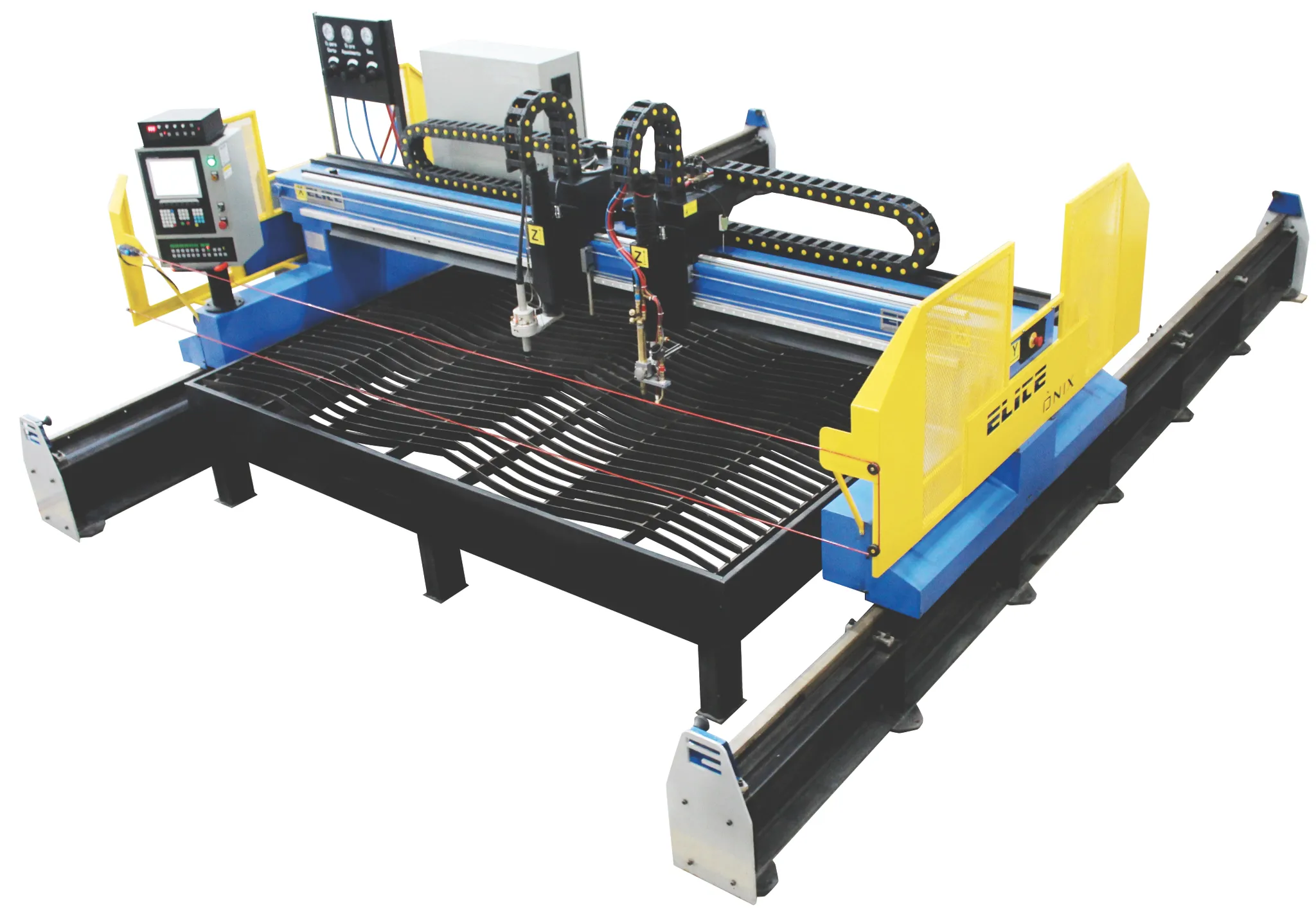
Na prática, a Mesa CNC Ônix da Elite corta até 50mm com plasma e alcança até 175mm com oxicorte, dependendo do modelo de fonte escolhido. Não são os números de uma máquina diferente. É o mesmo equipamento, com a mesma estrutura, operando com as duas tecnologias para demandas diferentes.
O que acontece na prática quando você usa a tecnologia errada para a espessura
Em chapas finas, o oxicorte perde para o plasma em quase tudo. A velocidade é menor, a zona afetada pelo calor é maior e o acabamento exige mais trabalho posterior. Usar oxicorte em chapas de 6mm ou 8mm porque a empresa tem o equipamento disponível é pagar mais por um resultado pior.
O caminho inverso também tem custo. Forçar o plasma em espessuras para as quais ele não foi dimensionado gera consumo excessivo de consumíveis, qualidade de corte inconsistente e, em casos mais graves, danos à tocha por sobrecarga térmica.
O ponto de equilíbrio fica em torno de 25mm a 30mm de aço carbono. Abaixo disso, o plasma entrega mais velocidade, melhor acabamento e custo por metro competitivo. Acima de 30mm, o oxicorte começa a ganhar em custo operacional. Acima de 50mm, ele não tem concorrente real no mercado para aço carbono.
Uma limitação que não pode passar em branco
O oxicorte funciona exclusivamente em aço carbono e em alguns ferros fundidos oxidáveis. Não em aço inoxidável, não em alumínio, não em cobre.
O motivo é técnico e direto: o processo depende da formação de óxido de ferro durante o corte. O aço inoxidável forma uma camada de óxido de cromo na superfície que bloqueia a propagação da reação. O alumínio tem ponto de fusão do seu óxido maior do que o do metal base, criando o mesmo problema.
Se a operação trabalha com inoxidável ou alumínio, o corte a plasma é a alternativa correta. Não há configuração de oxicorte que resolva esse ponto.
Saber isso antes de definir o equipamento poupa uma decisão errada. Uma empresa de caldeiraria pesada que trabalha quase exclusivamente com aço carbono em bitolas altas tem um perfil completamente diferente de um fabricante que alterna entre materiais.
Quando a mesa com as duas estações deixa de ser gasto extra e vira necessidade
Existe um perfil de operação onde a discussão não é plasma ou oxicorte, porque a resposta é os dois.
Centros de serviços de corte que atendem carteiras variadas de clientes são o exemplo mais direto. Em uma semana, chega demanda de chapas de 10mm de aço carbono. Na seguinte, estruturas de 80mm. Com uma mesa de estação única, a empresa recusa serviço ou terceiriza. Com estações independentes de plasma e oxicorte na mesma máquina, ela atende às duas demandas com o mesmo equipamento.
Fabricantes de equipamentos agrícolas, de construção civil pesada ou de mineração também costumam ter essa variação no mix. A chapa fina de acabamento e a chapa grossa estrutural convivem no mesmo projeto.
A Mesa Ônix tem duas estações separadas para os dois processos, com controle de altura automático para plasma e manual para oxicorte, sistema de autoignição da tocha e sensores de colisão e altura. A mesma estrutura de pórtico, com eixo Y em trilhos usinados de longa duração e servomotores com redutores planetários Neugart, opera as duas tecnologias.
Para quem precisa entender como comparar os dois processos antes de decidir, o artigo Você conhece a diferença entre oxicorte e plasma? detalha os critérios técnicos e econômicos de cada um.
O que o controle CNC muda no processo
O oxicorte manual existe há mais de cem anos. A mecânica é a mesma. O que mudou com o CNC foi o controle sobre as variáveis que determinam a qualidade do corte.
No processo manual, a velocidade de avanço e a distância da tocha dependem do operador. Variações nessas duas grandezas se traduzem em irregularidades na kerf, excesso de escória e mais trabalho de acabamento posterior. Em produção de médio e alto volume, esses fatores se acumulam em custo.
Com CNC, a trajetória é programada, a velocidade é constante e o controle de altura da tocha é automatizado para o plasma e ajustável para o oxicorte. A repetibilidade em toda a produção é muito maior, independentemente de qual operador está conduzindo a máquina.
A velocidade de deslocamento da Mesa Ônix chega a 16.000 mm/min. A velocidade de corte é ajustável entre 10 e 6.000 mm/min, dependendo do material e da espessura. O software de controle vem em português, com funções de nesting para otimização de aproveitamento da chapa e compensação de kerf. As áreas úteis disponíveis são 3x3m, 3x6m e 3x12m, com opção sob medida.
O que avaliar antes de decidir
Quatro perguntas definem se o oxicorte faz parte da equação para uma operação específica.
- O material é aço carbono? Se a resposta for não, ou se o mix inclui outros materiais com frequência relevante, a análise muda antes mesmo de chegar nas espessuras.
- Qual é a espessura média das chapas? Abaixo de 25mm, o plasma tende a ser mais eficiente. Entre 25mm e 50mm, a análise de custo por metro começa a favorecer o oxicorte. Acima de 50mm, o oxicorte é o processo adequado.
- Qual o nível de acabamento exigido? A zona afetada pelo calor no oxicorte é maior do que no plasma de alta definição. Peças que vão direto para montagem sem pós-processamento precisam de atenção especial a esse ponto.
- A operação é de volume constante com bitolas altas ou o mix varia muito? A resposta define se uma mesa de estação dupla faz sentido econômico ou se um equipamento dedicado é mais adequado.
Com essas respostas definidas, a conversa com um especialista técnico fica muito mais objetiva. A equipe da Elite está disponível para analisar o perfil de produção e indicar a configuração que melhor se encaixa. Entre em contato e solicite uma consultoria técnica.
Perguntas frequentes
Por que o oxicorte consegue cortar chapas mais espessas que o plasma?
O plasma entrega excelente performance em uma ampla faixa de espessuras e é especialmente eficiente em chapas médias. O oxicorte funciona por reação química de oxidação do ferro, que libera calor suficiente para se sustentar conforme avança no material. Em chapas de grande espessura em aço carbono, esse mecanismo se adapta muito bem às demandas do processo sem depender de uma fonte de calor externa de alta potência.
Em que espessura o oxicorte começa a ser mais econômico que o plasma?
De forma geral, a partir de 25mm a 30mm de aço carbono, o custo por metro linear do oxicorte começa a ser mais competitivo. Abaixo disso, o plasma é mais rápido e entrega melhor acabamento pelo mesmo custo ou menos. Acima de 50mm em aço carbono, o oxicorte se destaca como a tecnologia mais adequada em termos de custo operacional por metro cortado.
O oxicorte funciona em aço inoxidável ou alumínio?
Não. O processo depende da oxidação do ferro e funciona exclusivamente em aço carbono e em alguns ferros fundidos oxidáveis. Para inoxidável ou alumínio, o corte a plasma é a alternativa correta.
Qual a espessura máxima que o oxicorte consegue cortar?
Em mesas CNC industriais como a Mesa Ônix da Elite, o oxicorte alcança até 175mm dependendo do modelo de fonte escolhida. Em operações com equipamentos adequados, cortes acima de 200mm são possíveis.
Quais gases são usados no processo?
O processo usa dois gases: um combustível para a chama de pré-aquecimento e o oxigênio puro para a reação de corte. O acetileno produz a chama de maior temperatura, em torno de 3.100 graus, e é preferido quando a velocidade de aquecimento importa mais. Propano e GLP são alternativas mais acessíveis. O oxigênio precisa ter pureza acima de 99,5% para garantir a eficiência da reação.
O oxicorte com CNC é mais preciso que o manual?
Sim. O controle automatizado de trajetória, velocidade e altura da tocha reduz a zona afetada pelo calor, minimiza rebarbas e garante repetibilidade em toda a produção, independentemente do operador.

| Especialista em soluções industriais
| Elite Soldas e Robótica
Descubra as melhores práticas e inovações que podem transformar sua produção industrial! Baixe agora o eBook exclusivo da Elite e otimize seus processos com precisão e eficiência.
Baixar o e-bookTudo o que você precisa saber para operar e manter suas máquinas com excelência. Acesse o manual completo da Elite e maximize o desempenho dos seus equipamentos!
Baixar o manual